



Atlas Copco GHS VSD+ Oil Sealed Rotary Screw Vacuum Pump | 3800 - 5400 VSD+ Series
- Overview
Atlas Copco GHS VSD+ Oil Sealed Rotary Screw Vacuum Pump | 3800 - 5400 VSD+ Series
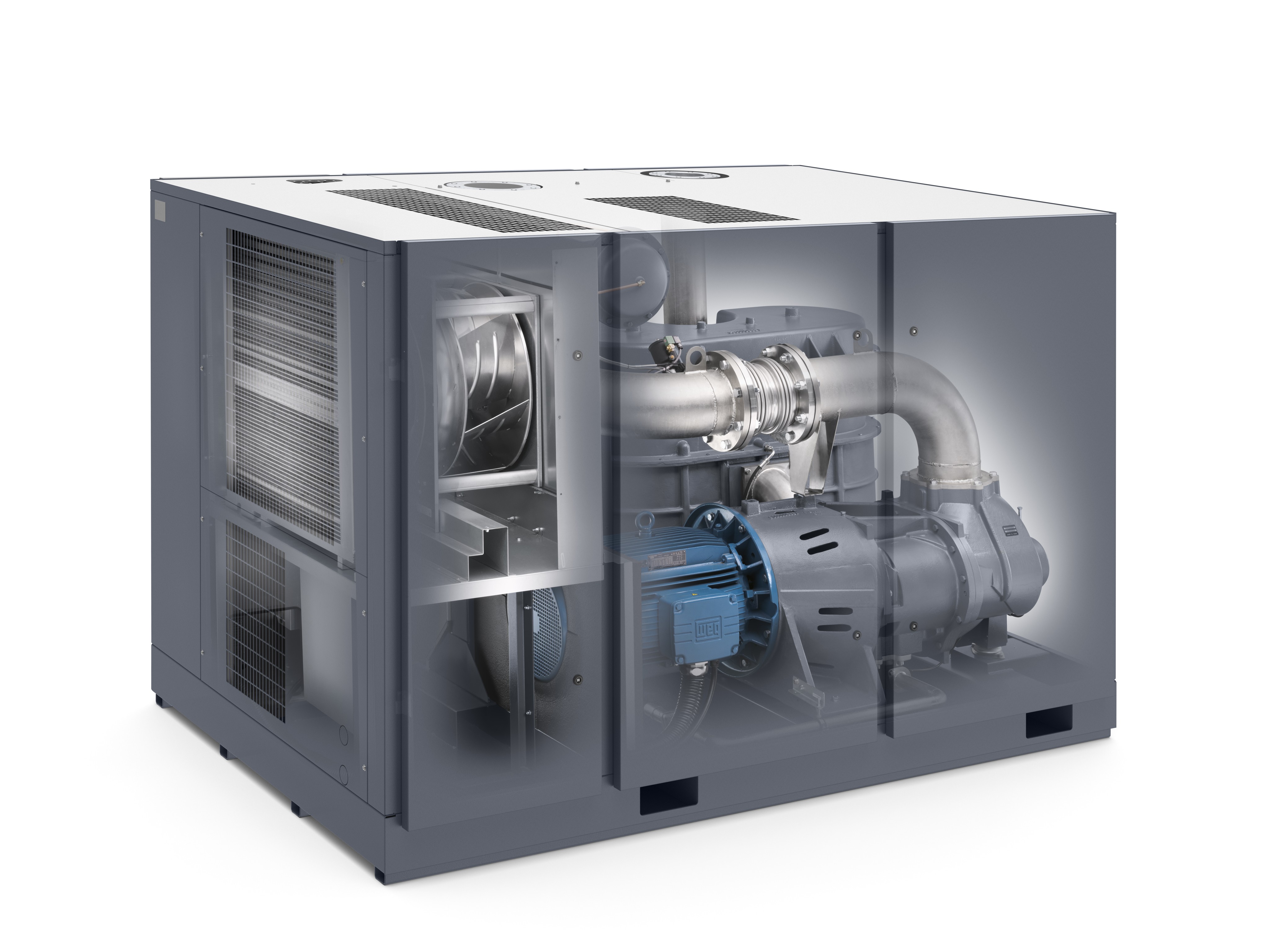
Intelligent oil-sealed screw vacuum pumps with Variable Speed Drive technology
The engine of any central vacuum system is the vacuum pump. Variable demand from your process often leads to frequent start-stops. These can
in turn lead to mechanical and electrical motor problems such as overheating, fan breakage, oil degradation and vane delamination.
Traditionally, the way to overcome these problems is to use a wide pressure band to limit the number of stop-starts. Unfortunately this is
not a cost-effective solution. A much better solution is to use a Variable Speed Drive (VSD). The vacuum pump with a VSD only delivers what
is required.
The GHS VSD⁺ series vacuum pumps are ideal for a range of applications in plastics, glass, bottling, canning, wood, packaging, printing and
paper, meat packaging and many more.

Thanks to built-in efficiency
State-of-the-art screw technology, Variable Speed Drive (VSD) and innovative motor design combine to produce a leap forward in efficiency
Noise level is far below that of comparable technologies
Due to ultra-high oil retention at all operating pressures
With the plug & play solutions
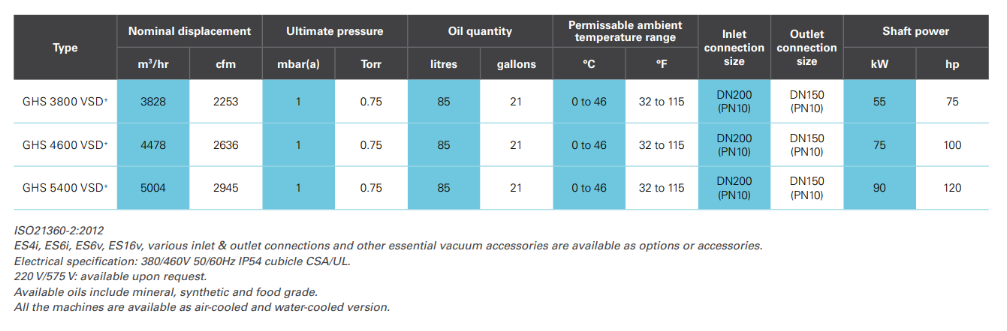
Technical Specifications
.
The GHS VSD⁺ series have shown a significantly better performance against traditional fixed speed technologies; potentially saving 50%* or
more in energy costs.
*In most applications compared to traditional fixed speed vacuum technologies based on measurement with our Vbox energy audit tool.
VSD+ for potential energy savings of 50%* or more
In almost every production environment, the need for vacuum fluctuates depending on different factors such as process changes, the time of day, week or even month. Extensive measurements and studies of demand profiles show that there are many substantial variants with regards to vacuum demand. *In most applications compared to traditional fixed speed vacuum technologies based on measurement with our Vbox energy audit tool. Fixed Speed Vacuum Pump Energy Investment Maintenance GHS VSD+ SAVINGS 50%*
Why Atlas Copco Variable Speed Drive (VSD) technology?
- Potential energy savings of 50%* or more with an extensive flow range (20-100%)
- Reduced electrical installation costs (fuse and cable size)
- Integrated HEX@™ graphic controller controls the motor speed and high efficiency frequency inverter
- Eliminates peak current penalty during start-up experienced with stop-start machines
Energy savings
VSD and set-point control, lead to significant energy savings. Set-point control allows you to optimize the energy you use to maintain your process vacuum level and thereby optimize your process efficiency and performance. The lowest possible flow will be delivered to match your required vacuum level or speed – nothing is wasted.

The GHS VSD⁺ is ideally suited for:
|
|
|
|
|
|
|
|
Ideal for diverse markets
The GHS VSD⁺ series of vacuum pumps are ideal for a wide range of applications in canning, glass bottle and container production, packaging, pick and place and many more. The GHS 3800-5400 VSD⁺ is the perfect solution when you want to replace multiple point-of-use vacuum pumps with one centralized vacuum system which can be located in a utility room. This means reduced heat, noise and oil emissions from the working environment.
Low lifecycle costs
For replacement pumps, the GHS VSD⁺ series offers a low lifecycle cost (including service activities and energy). Generally the payback time
against existing oil-lubricated or multiple dry vane installations will be less than two years, considering power and maintenance costs
only, without taking into account the ease of installation

Benefits for your vacuum installation
With these vacuum pumps you can potentially save 50%* or more in energy costs. They are among the most energy-efficient oil-lubricated vacuum pumps in the market in the capacity range where some other technologies (e.g. oil-sealed vane and fixed speed OIS) start to become mechanically inefficient and expensive in terms of capital expenditure.
Easy and fast installation saves time
Optimized working surroundings
In addition, the GHS VSD+ series offers a low noise level when compared to other vacuum pumps in the market today. Its superior oil
retention also means that the quality of the exhausted air is optimal and oil spills on the factory floor are avoided. The end result is
a significantly cleaner working environment
Guaranteed uptime and low costs
The GHS VSD+ series is designed for easy and infrequent maintenance:
Mean Time Between Maintenance (MTBM) rates are long
No water is needed, and HEX@™ is available to keep you informed of pump performance and maintenance requirements
Energy recovery
As much as 90% of the electrical energy used by a vacuum solution is converted into heat. With Atlas Copco’s integrated energy recovery
system, it is feasible to recover up to 75% of that power input as hot water without any influence on the machine’s performance. Through
efficient usage of the recovered energy, you obtain important energy cost savings and a high return on investment.
.png)


.jpg)

