The working principles of multistage roots vacuum pumps
Fore vacuum pumps are defined as those which exhaust to atmospheric pressure. They are also required to support secondary pumps or to attain
the initial conditions for their operation. There are two types of fore vacuum pumps:
Dry-running backing pumps such as scroll, screw and diaphragm pumps.
Oil-sealed pumps such as rotary vane pumps. In this blog post, we’ll examine the key working principles of common multi-stage roots
fore vacuum pumps.
In this blog post, we'll examine the key working principles of common multi-stage roots fore vacuum pumps
MULTI-STAGE ROOTS PUMPS
Multistage roots pumps are dry vacuum pumps used in low, medium, high and ultra-high vacuum systems to produce “dry” conditions.
The simple (single-stage) roots pump is most commonly employed as a booster pump for use in combination with several types of fore pumps
(such as rotary vane pumps, screw and liquid ring pumps) to improve (or ‘boost’) ultimate pressure and pumping speeds. When
multistage roots pumps are employed, no fore pump is required and they can operate from atmospheric pressure. A multi-stage roots pump can
consist of up to eight stages and employ several sets of rotors (on a shared shaft). Roots pumps are suitable where a dry and clean
atmosphere is important or, more likely, essential. Consequently, they are frequently used in the manufacture of semiconductors and solar
panels, as well as for coatings, other industrial applications and for scientific instruments and research.
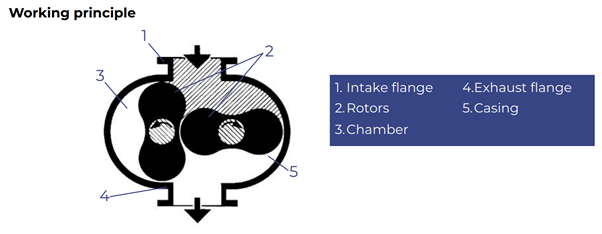
WORKING PRINCIPLES
In its simplest form, roots pumps employ two counter-rotating interconnected ‘lobed’ rotor units rotating within a stator housing or casing.
Gas enters through an inlet flange located perpendicular to the rotating units and is then “isolated” between the rapidly rotating rotors
(which are spinning in opposite directions) and the stator. The compressed gas is then expelled via the exhaust port.
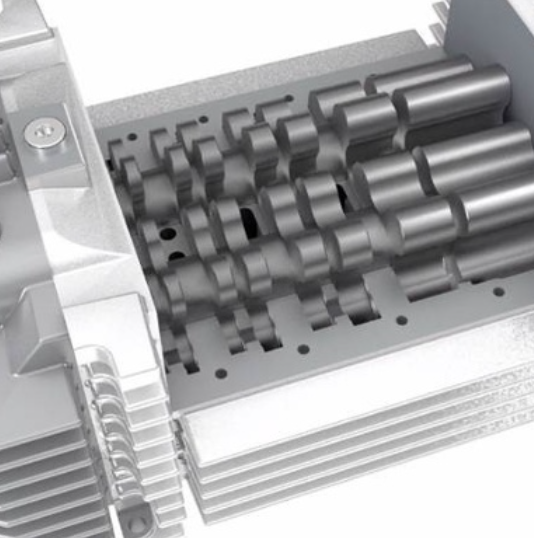
Building upon this simplistic model of a roots pump, a multi-stage roots pump (which can consist of up to eight stages) employs several sets
of rotors (on a shared shaft). The geometry of the rotors creates compression and hence each stage produces a
progressively higher pressure. In this way, the product of a lower stage is the “feed gas” for the next higher stage (but without any
interconnecting valves).
As with single-stage (i.e. roots blower) pumps, in multistage units there is no contact between rotors and the stator housing — the units
are hermetically sealed, they are robust and they can operate for long periods between service. Additionally, the new generation of
multistage roots pumps have been specifically designed to be used in quiet and clean environments, such as in analytical instruments and
research laboratories where — operating with pumping speeds of 25 to 200 m3/h — they create a very low noise of up to 52 dB(A).
PERFORMANCE CHARACTERISTICS OF ROOTS PUMPS
The performance characteristics of roots pumps vary depending on a number of factors, including the number of stages, the unit size,
rotation, speed of operation, ambient temperature, initial inlet pressure and the characteristics of the gases being pumped.
The following listings provide some of the more obvious and significant performance characteristics:
Operating pressure range between atmosphere down to the low 10-2 range
Impressively high pumping speed of between 25 and 200m3/hr
Good performance when used to pump light gases
Very low noise levels (even at high rotational speeds)
Virtually no vibrations
APPLICATIONS
Multistage roots pumps are predominantly employed where their dry, clean and high pumping speed characteristics can be used to the best
advantage. As a result their applications include: analytical instruments, R&D and space, the semiconductor and solar industries, and
the laser industry. They’re also used in furnaces, metallurgy and a variety of coatings applications (where their very dry nature is highly
advantageous).
ADVANTAGES AND DIFFICULTIES
Multistage roots pumps have many advantages over other pumps, and surprisingly few disadvantages or limitations.
The main advantages of multistage roots pumps is that they are very compact and quiet, enjoy a long service life, have no contact between
moving parts and thus no wear, no particles generated, or any need for oil which would otherwise contaminate the vacuum system and final
product.
However, multistage roots pumps have several disadvantages. These include: relatively high service costs and lower pumping
performance when operating near atmospheric pressure. They are also only capable of achieving small pressure differences, which is why they
are employed in a multistage format where each incremental stage is able to build upon the pressure increase achieved from the compression
of the previous stage.
Advantages of Multistage Roots Pumps
Compact design
Frequency controlled motors
Robust, with long service intervals
Lower noise levels than human conversation
No contact between moving parts (and therefore no wear)
Clean pumping — no particle contamination and no oil
Hermetically sealed units
Single phase
Disadvantages of Multistage Roots Pumps
Relatively higher service costs
When pumping near atmospheric pressure, they display lower pumping performances than other pump types
The Ash Air range of rotary claw vacuum pumps is the best alternative to rotary vane pumps. A vacuum claw pump is virtually zero maintenance and compared to rotary vane pumps can work at vacuum levels of 400 to 1000 mbar without overheating. Rotary claw vacuum pumps are the best choice for CNC guided wood routers.
The Ash Air range of humble liquid ring pumps is still the most reliable form of large volume vacuum generation available today. These liquid ring pumps are simple to use and very reliable, and the best option when sucked air contains a large amount of saturated gas.
Dry and oil-sealed vane vacuum pumps are robust, affordable and easy in maintenance. You can use DVP vane pumps for wide range of application, for skin packaging, holding, lifting, thermoforming.
Who we are and how Ash Air can help your business!
Ash Air has been around in New Zealand since 1979, and we’ve grown into a nationwide company with international support and a
reputation for quality and reliability.We look after all things compressed air for your business!
Rotary Screw and Piston Air Compressors
Vacuum Pumps and Blowers
Nitrogen Generation
An extensive line of Air Treatment components
AIRnet Piping System and Filtration
Mobile Compressors, Generators, and Light Towers
Ash Air's range of Chicago Pneumatic, ALUP, Pneumatech, and Atlas Copco products are used extensively around the world in
industries ranging from oil and gas to food, automotive and farming, and we bring you these world-class compressors here in the land of
the long white cloud.Our technicians are compressed air equipment experts and are dedicated to addressing customer needs. Supported with
nationwide coverage, Ash Air offers one of the widest selections of compressed air, vacuum pump, and industrial gas equipment and parts
available today in New Zealand.
Reliability and Efficiency
With Ash Air, you can count on reliability and high performance for even the most demanding applications. We focus our efforts
on the following:
Increasing uptime
Reducing unexpected repairs
Reducing energy consumption and meeting our sustainability goals
Air compressors use considerable volumes of energy during a typical work cycle. When you add up all the expenses of operating a facility,
any savings can help you boost your bottom line.
Read More…
If you have never bought a rotary screw air compressor before; do the following. Add up the air consumption of all the equipment at your
shop. That will be the amount of air your desired compressor should provide.
Read More…
Knowing the telltale signs of wear and tear, understanding your product’s specifications and usability guidelines, and knowing when it’s
prudent to call in repairs are skills that could save you a lot of time, effort, and money in the long term.
Read More…
.png)