
Proportioning the Compressed Air Dryer
Trying to figure out which air dryer capacity is best for you? Here are some factors to consider. Read More…
Which vacuum pump do I need? - this is one of the most frequent questions we receive and this is understandable, because there are number of technologies which can provide the same vacuum level and pumping speed. Here is quick advice on how to choose the best vacuum pump for your needs.
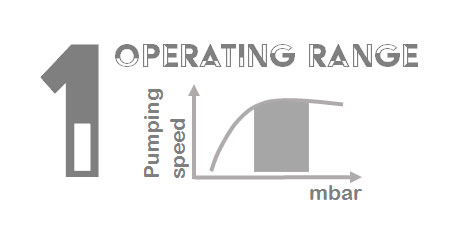
Pumping speed of vacuum pump depends on vacuum level. Pump should be sized properly for duty point or duty range - vacuum level at which pump will be operating (not to be confused with nominal pumping speed referred to point at which pump actually never works). Important to remember that not every pump type can run continuously in the complete range.
Time to reach required vacuum level is important in cyclic processes, for example for emptying vacuum chamber in food packaging. The shorter pump-down time – the faster cycle - the faster production. Pumping speed should be calculated from atmospheric pressure to duty point and pump should be able to handle complete range.
Demand for vacuum can change over time in a production process. This is typical for example for holding applications with CNC wood routers. QCV or QSV vacuum pump with variable speed drive can reduce energy consumption. Centralized systems where one pump with variable speed drive replaces multiple smaller pumps is an efficient way to distribute lead.
Sucked air goes through the vacuum pump. High temperature air, contamination, solvent vapor can come into contact with oil and damage the pump. If air contains vapors that can damage oil, opt for dry vacuum pump. It will help you to reduce maintenance cost. Also they are the best for handling saturated vapors. In this case pumping speed can increase by 15%.
High air temperature can decrease viscosity of the oil and lead to overheating.
Liquid ring pumps can handle particles without risk of damage, but their performance depends on water temperature and can greatly
decrease in hot environment.
Ash Air has been around in New Zealand since 1979, and we’ve grown into a nationwide company with international support and a
reputation for quality and reliability.We look after all things compressed air for your business!
Ash Air's range of Chicago Pneumatic, Alup, Pneumatech, and Quincy compressors are used extensively around the world in industries
ranging from oil and gas to food, automotive and farming, and we bring you these world class compressors here in the land of the long white
cloud.Our technicians are compressed air equipment experts and are dedicated to addressing customer needs. Supported by a 13 locations
nationwide, Ash Air offers one of the widest selections of compressed air equipment and parts available today in New Zealand.
With Ash Air compressors, you can count on reliability and high performance for even the most demanding applications. We focus our
efforts on the following:
Talk to the team today:
Do you have an idea for our #expertcorner? Let
us know!
Who we are and how Ash Air can help your business!
Reliability and Efficiency
Read more from our #expertcorner
Proportioning the Compressed Air Dryer
Trying to figure out which air dryer capacity is best for you? Here are some factors to consider. Read More…
.jpeg)
Maintenance budget: 8 factors to consider
Just like any other equipment, a compressed air installation also requires the necessary maintenance work during its entire lifespan. Even though maintenance costs are only about 5 to 10% of a machine's annual operating costs, failure to budget for maintenance can have potentially disastrous consequences. Read More…

The air dyer is one of the most ignored cooler in the system. A dirty condenser will cause water in the lines, or worse it will cause complete dryer failure. Read More…

© 2026 Ash Air • Website design by Fuel