
Proportioning the Compressed Air Dryer
Trying to figure out which air dryer capacity is best for you? Here are some factors to consider. Read More…
Adsorption dryers can only be energy efficient if they contain premium desiccant material. The desiccant used in Pneumatech adsorption dryers is carefully selected from a wide range of European and North-American suppliers, based on following key selection criteria:
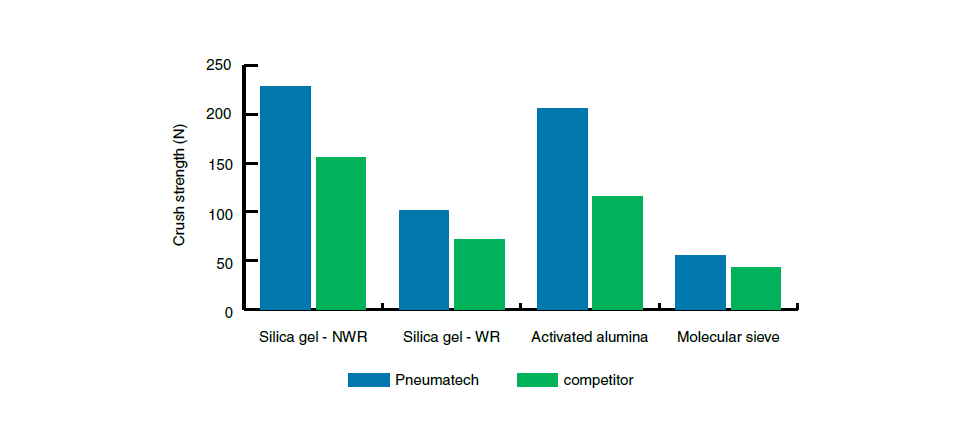
Desiccant is subject to continuous cyclic load. Due to this load, low-quality desiccant will easily break up resulting in small dust particles, hereby quickly losing its water attraction capabilities, blocking valves or clogging the downstream dust filter and silencer.
Standard desiccant will degrade when it comes in contact with liquid water. Although a water separator should be installed upstream of an adsorption dryer, some water carry-over to the lower part of the adsorption dryer can never be excluded. All Pneumatech adsorption dryers are therefore equipped with water-resistant desiccant material in the bottom part of the vessel.
We carefully balance initial capital investment with ongoing running cost. Silica gel has the highest adsorption capacity and is therefore used in heat regenerated adsorption dryers (PE & PB). In the dynamic operation conditions of heatless adsorption dryers (PH) only a small percentage of the total static adsorption capacity is used because of the relatively short cycle times. The use of silica gel in the case of -40°C/-40°F PDP applications would increase the initial investment significantly, but would not bring any purge loss reduction or other benefits. Heatless adsorption dryers are therefore filled with activated alumina3 which provide equal dew point requirements (-40°C/-40°F PDP) and energy efficiency at lower investment costs.
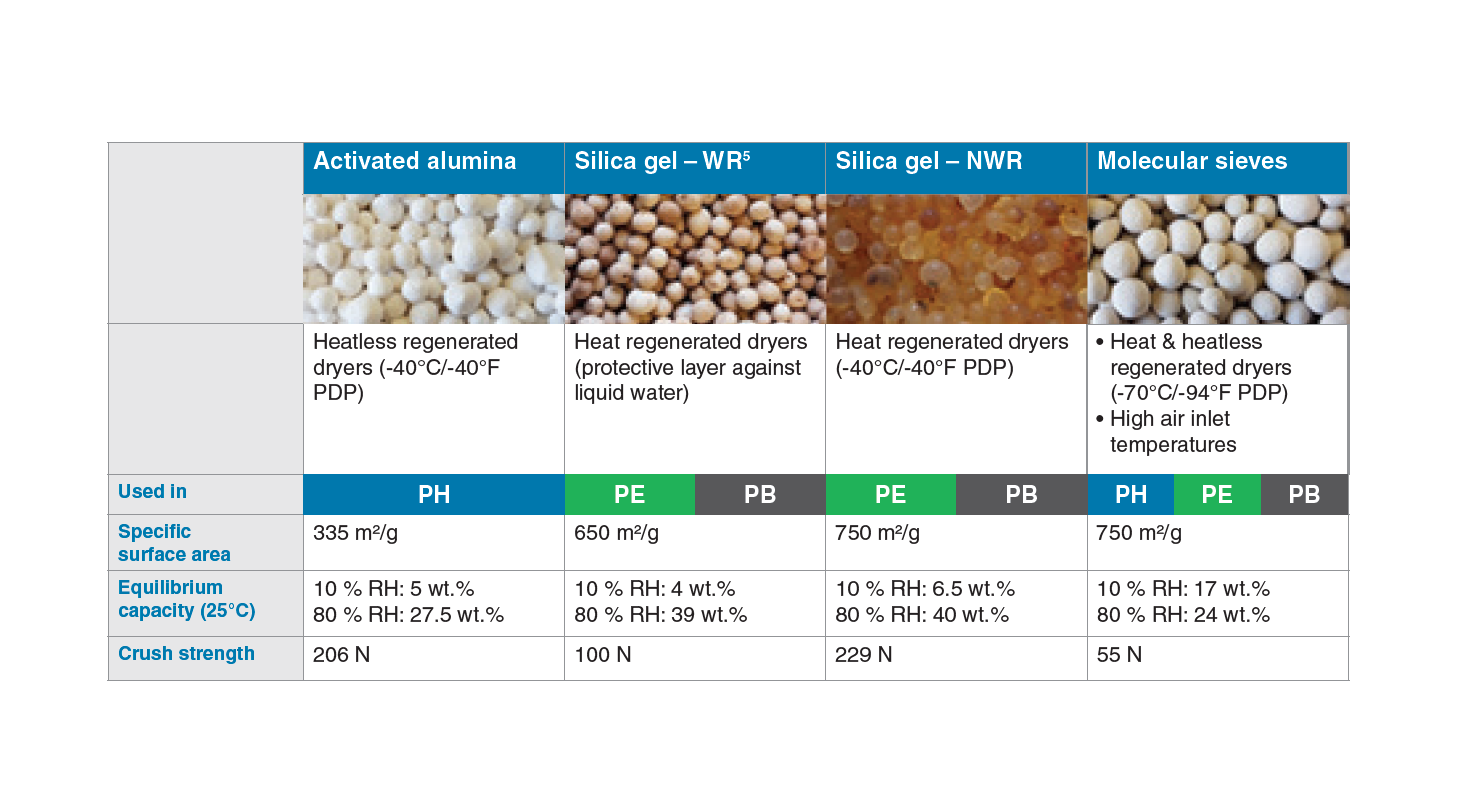
³Exception is the PH2-45 which makes use of molecular sieves. 4NWR: non water resistant 5WR: water resistant
.png)
Ash Air has been around in New Zealand since 1979, and we’ve grown into a nationwide company with international support and a reputation for quality and reliability.We look after all things compressed air for your business!
Ash Air's range of Chicago Pneumatic, Alup, Pneumatech, and Quincy compressors are used extensively around the world in industries ranging from oil and gas to food, automotive and farming, and we bring you these world class compressors here in the land of the long white cloud.Our technicians are compressed air equipment experts and are dedicated to addressing customer needs. Supported by a 13 locations nationwide, Ash Air offers one of the widest selections of compressed air equipment and parts available today in New Zealand.
With Ash Air compressors, you can count on reliability and high performance for even the most demanding applications. We focus our efforts on the following:
Talk to the team today:
Proportioning the Compressed Air Dryer
Trying to figure out which air dryer capacity is best for you? Here are some factors to consider. Read More…
.jpeg)
Maintenance budget: 8 factors to consider
Just like any other equipment, a compressed air installation also requires the necessary maintenance work during its entire lifespan. Even though maintenance costs are only about 5 to 10% of a machine's annual operating costs, failure to budget for maintenance can have potentially disastrous consequences. Read More…

The air dyer is one of the most ignored cooler in the system. A dirty condenser will cause water in the lines, or worse it will cause complete dryer failure. Read More…

© 2026 Ash Air • Website design by Fuel