What Vacuum Pump Do I Need?
Which vacuum pump do I need? - this is one of the most frequent questions we receive and this is understandable, because there are number of
technologies which can provide the same vacuum level and pumping speed. Here is quick advice on how to choose the best vacuum
pump for your needs.
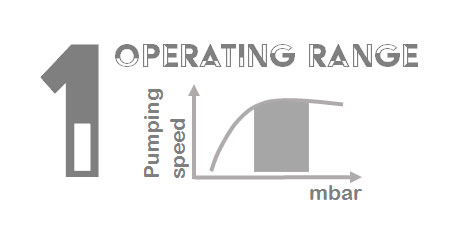
Pumping speed of vacuum pump depends on vacuum level. Pump should be sized properly for duty point or duty range - vacuum level at which
pump will be operating (not to be confused with nominal pumping speed referred to point at which pump actually never works).
Important to remember that not every pump type can run continuously in the complete range.
Oil sealed vane pumps can overheat and “smoke” above 400 mbar. Choose dry vane, claw or liquid ring pump instead.
Setting exact required vacuum level helps to reduce energy consumption. This is possible with Quincy QSV and QCV vacuum pumps.
Time to reach required vacuum level is important in cyclic processes, for example for emptying vacuum chamber in food packaging. The shorter
pump-down time – the faster cycle - the faster production. Pumping speed should be calculated from atmospheric pressure to duty
point and pump should be able to handle complete range.
Demand for vacuum can change over time in a production process. This is typical for example for holding applications with CNC wood routers.
QCV or QSV vacuum pump with variable speed drive can reduce energy consumption. Centralized systems where one pump with variable
speed drive replaces multiple smaller pumps is an efficient way to distribute lead.
Sucked air goes through the vacuum pump. High temperature air, contamination, solvent vapor can come into contact with oil and damage the
pump. If air contains vapors that can damage oil, opt for dry vacuum pump. It will help you to reduce maintenance cost. Also they
are the best for handling saturated vapors. In this case pumping speed can increase by 15%.
High air temperature can decrease viscosity of the oil and lead to overheating.
Liquid ring pumps can handle particles without risk of damage, but their performance depends on water temperature and can greatly
decrease in hot environment.
.png)
